產品分類


")
? 本控制系統(tǒng)基于總線化的硬件設計,。主控制器采用西門子控制器,,工業(yè)總線通訊,抗干擾能力強,,數據量大,。上位機采用工控機,軟件監(jiān)控,,能實時顯示報警,、報表、記錄溫升曲線,,監(jiān)控設備運行情況,。
? 采用雙核心工作模式。計算機解析工藝,,并預讀工藝,,對未來變溫、變壓做出與判斷,,plc 執(zhí)行上位機指令,,對目標值和實際測量值做實時比對運算并調整溫度、壓力的輸出信號,。
? 模塊化安裝思路,。熱電偶、真空信號均采用模塊化采集,,由通訊模塊發(fā)送到上位機,,大量減少了走線,、干擾,簡化了了安裝和檢修難度,。
? 配備UPS應急電源及A4激光彩色打印機,。
? 充分結合了工藝需求,具有以下優(yōu)勢:采用上位機+PLC 控制模式時,,采用了我公司開發(fā)的一種有別于傳統(tǒng)的控制方法,,對溫度,、壓力的控制更加準確,,溫度上沖現象可以有效抑制,冷卻用量小,。壓力閥門動作頻度低,,節(jié)約用氣量。設備能耗降低,。
? 控制軟件對各類產品的適應范圍寬廣,,各類產品均能實現良好控制。在編制的產品固化工藝文件中,,可以記載針對該工藝的設備參數,,從而實現較佳工藝狀態(tài)。
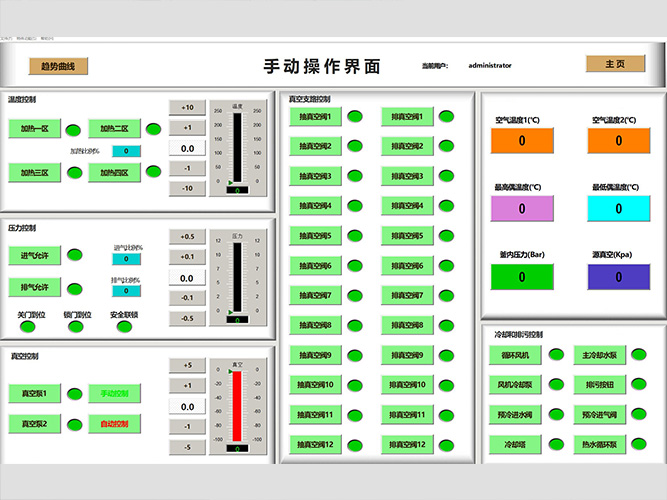
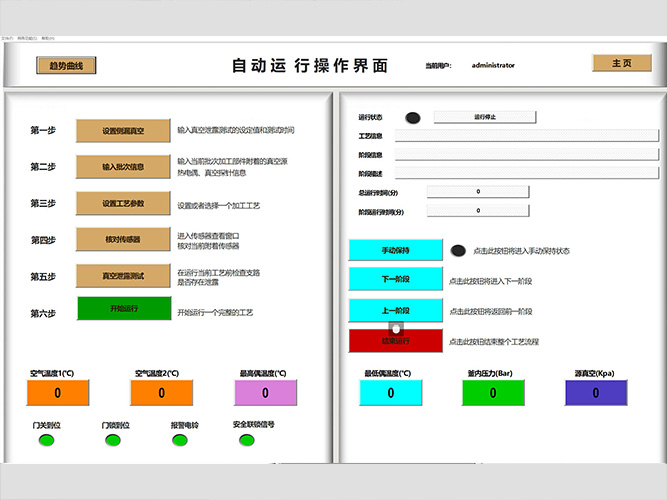
? 控制軟件界面形象直觀,,顯示設備主要部件的工作狀態(tài),,并設置了“自動”“手動”兩種狀態(tài),即可以在“自動”狀態(tài)下,,完全自動執(zhí)行工藝,,也可以在“手動”狀態(tài)下,逐個調整各部件的狀態(tài)進行控制,,滿足特殊的不確定的試驗要求,。
? 特別設計了布偶顯示界面,針對尺寸大要求高的部件,,可以形象顯示熱電偶在模具上的布放位置,,監(jiān)控固化過程中各位置的溫度趨勢,利于出現異常時,,及時調整,,從而保證產品的質量。這個功能對于處于研制階段的大型部件十分有用,。
? 真空的控制,,本公司特別設計了抽真空與測真空可以不同路的功能。在現實使用中,,因真空管道損壞,,或者工藝的需要,,抽真空與測真空需要靈活組合,本功能對于大產品,、多件產品同時固化,,以及需要直接測量真空袋內真空度的應用場合非常實用。
? 防錯功能強大,,具有工藝仿真功能,,工藝文件編制完成后可仿真運行,防止編制錯誤,。當啟動軟件的某項功能時,,均會跳出提示對話框,防止誤操作,。
? 維護界面功能強大,。針對其它廠家軟件用戶難以對設備進行調整和維護,需要廠家軟件人員到現場進入軟件控制核心調整設定參數進行設備狀態(tài)調整及維護的局限性,,本公司特別設計了維護界面,,將核心控制參數在界面上設定,設計了“補償界面”“運行參數”
? “I/O 診斷”界面,,利于操作及維護人員及時了解及排除設備故障,,減少因設備故障停機造成的損失。如果用戶允許,,本公司的軟件系統(tǒng)可以提供遠程診斷服務,,通過軟件對設備運行狀態(tài)的記錄及設定的一些試驗流程,判斷設備狀態(tài),,提前排除故障,,防止設備突發(fā)故障影響生產進度。
? 具有較強的突發(fā)事件處置功能,,如斷偶自動剔除,,真空袋泄漏自動切斷等等, 在無人值守時,,仍可以保證設備安全運行,,并完成產品工藝流程。
控制形式:
PLC+觸摸屏,,可實現空氣控溫及模具控溫(大值,、平均值、小值)真空度可調,,可配備記錄儀及打印機,。
PLC+觸摸屏+工控機,可實現空氣控溫及模具控溫(大值、平均值,、小值)真空度可調,、真空泄露自動檢測,可配備記錄儀及打印機,。
PLC+觸摸屏+計算機(冗余),,可實現空氣控溫及模具控溫(大值、平均值,、小值)真空度可調,、真空泄露自動檢測,可配備記錄儀及打印機,。
PLC+觸摸屏+計算機+儀表(冗余),,可實現空氣控溫及模具控溫(大值、平均值,、小值)真空度可調,、真空泄露自動檢測,,可配備記錄儀及打印機,。